შესავალი
აქამდე,წრიული ქსოვამანქანები შექმნილია და დამზადებულია ნაქსოვი ქსოვილების მასობრივი წარმოებისთვის. ნაქსოვი ქსოვილების, განსაკუთრებით წრიული ქსოვის პროცესით დამზადებული თხელი ქსოვილების განსაკუთრებული თვისებები ამ ტიპის ქსოვილებს შესაფერისს ხდის ტანსაცმელში, სამრეწველო ტექსტილში, სამედიცინო და ორთოპედიულ ტანსაცმელში გამოსაყენებლად.საავტომობილო ტექსტილი, წინდები, გეოტექსტილები და ა.შ. წრიული ქსოვის ტექნოლოგიაში განსახილველი ყველაზე მნიშვნელოვანი სფეროებია წარმოების ეფექტურობის გაზრდა და ქსოვილის ხარისხის გაუმჯობესება, ასევე ახალი ტენდენციები ხარისხიან ტანსაცმელში, სამედიცინო გამოყენებაში, ელექტრონულ ტანსაცმელში, ელეგანტურ ქსოვილებში და ა.შ. ცნობილმა საწარმოო კომპანიებმა განავითარეს წრიული ქსოვის მანქანები ახალ ბაზრებზე გაფართოების მიზნით. ქსოვის ინდუსტრიის ტექსტილის სპეციალისტებმა უნდა იცოდნენ, რომ მილისებრი და უნაკერო ქსოვილები ძალიან შესაფერისია სხვადასხვა გამოყენებისთვის არა მხოლოდ ტექსტილში, არამედ მედიცინაში, ელექტრონიკაში, სოფლის მეურნეობაში, სამოქალაქო და სხვა სფეროებში.
წრიული ქსოვის მანქანების პრინციპები და კლასიფიკაცია
არსებობს წრიული ქსოვის მანქანების მრავალი სახეობა, რომლებიც წარმოქმნიან მილისებრი ქსოვილის გრძელ ნაჭრებს, რომლებიც დამზადებულია კონკრეტული საბოლოო გამოყენებისთვის.ერთი ჯერსის მრგვალი ქსოვის მანქანააღჭურვილია ნემსების ერთი „ცილინდრით“, რომელიც აწარმოებს დაახლოებით 30 ინჩის დიამეტრის უბრალო ქსოვილებს. შალის წარმოებაერთი ჯერსის მრგვალი ქსოვის მანქანაროგორც წესი, შემოიფარგლება 20 კალიბრით ან უფრო უხეშით, რადგან ამ კალიბრებში შესაძლებელია ორმაგი შალის ძაფების გამოყენება. ერთჯერსიანი მილისებრი საქსოვი მანქანის ცილინდრული სისტემა ნაჩვენებია ნახ. 3.1-ში. შალის ერთჯერსიანი ქსოვილების კიდევ ერთი თანდაყოლილი მახასიათებელია ის, რომ ქსოვილის კიდეები მიდრეკილია შიგნითკენ მოხრილიყოს. ეს პრობლემა არ არის ქსოვილის მილისებრი ფორმის დროს, მაგრამ გაჭრის შემდეგ შეიძლება სირთულეები შეიქმნას, თუ ქსოვილი სწორად არ არის დასრულებული. ტერი მარყუჟიანი მანქანები წარმოადგენს საწმისის ქსოვილების საფუძველს, რომლებიც მზადდება ორი ძაფის ერთსა და იმავე ნაკერში ქსოვით, ერთი დაფქული ძაფით და ერთი მარყუჟიანი ძაფით. ეს ამობურცული მარყუჟები შემდეგ ივარცხნება ან მაღლა იწევა დასრულებისას, რაც ქმნის საწმისის ქსოვილს. ზოლიანი საქსოვი მანქანები არის ერთჯერსიანი ქსოვილის ტუბის საქსოვი მანქანები, რომლებიც ადაპტირებულია ქსოვილის ზოლის დასაჭერად.სტაბილური ბოჭკოr ნაქსოვი სტრუქტურაში.
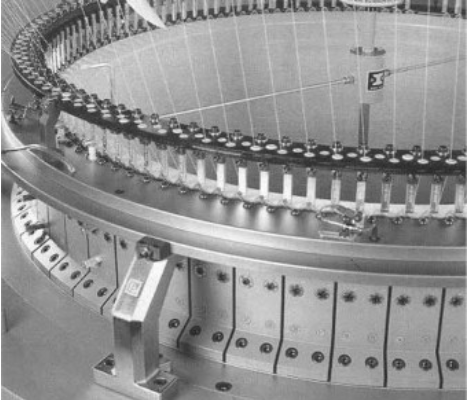
ორმაგი ჯერსის ქსოვის მანქანები(სურ. 3.2) წარმოადგენს ერთჯერსიანი ქსოვის მანქანების ციფერბლატს, რომელშიც მოთავსებულია ნემსების დამატებითი ნაკრები, რომლებიც ჰორიზონტალურადაა განლაგებული ვერტიკალური ცილინდრული ნემსების მიმდებარედ. ნემსების ეს დამატებითი ნაკრები საშუალებას იძლევა წარმოიქმნას ქსოვილები, რომლებიც ორჯერ უფრო სქელია, ვიდრე ერთჯერსიანი ქსოვილები. ტიპური მაგალითებია ურთიერთდაკავშირებული სტრუქტურები საცვლების/ძირითადი ფენის ტანსაცმლისთვის და 1 × 1 ნეკნის ქსოვილები გამაშებისა და ზედა ტანსაცმლისთვის. შესაძლებელია გაცილებით წვრილი ძაფების გამოყენება, რადგან ერთჯერსიანი ძაფები პრობლემას არ წარმოადგენს ორმაგი ჯერსის ნაქსოვი ქსოვილებისთვის.
ტექნიკური პარამეტრი ლიკრას ჯერსის წრიული ქსოვის მანქანის კლასიფიკაციისთვის ფუნდამენტურია. ლიანდაგი არის ნემსების დაშორება და მიუთითებს ნემსების რაოდენობაზე ინჩზე. ეს საზომი ერთეული მითითებულია დიდი E ასოთი.
სხვადასხვა მწარმოებლის მიერ ამჟამად ხელმისაწვდომი ჯერსის წრიული ქსოვის მანქანები სხვადასხვა ზომის ფართო ასორტიმენტით არის ხელმისაწვდომი. მაგალითად, ბრტყელძირიანი მანქანები ხელმისაწვდომია E3-დან E18-მდე ზომის ზომებში, ხოლო დიდი დიამეტრის წრიული მანქანები E4-დან E36-მდე. ზომების ფართო არჩევანი აკმაყოფილებს ქსოვის ყველა საჭიროებას. ცხადია, ყველაზე გავრცელებული მოდელები საშუალო ზომისაა.
ეს პარამეტრი აღწერს სამუშაო ფართობის ზომას. ჯერსის წრიულ საქსოვ მანქანაზე სიგანე არის საწოლების სამუშაო სიგრძე, რომელიც იზომება პირველიდან ბოლო ღარამდე და ჩვეულებრივ გამოიხატება სანტიმეტრებში. ლიკრას ჯერსის წრიულ საქსოვ მანქანაზე სიგანე არის საწოლის დიამეტრი, რომელიც იზომება ინჩებში. დიამეტრი იზომება ორ საპირისპირო ნემსზე. დიდი დიამეტრის წრიულ საქსოვ მანქანას შეიძლება ჰქონდეს სიგანე 60 ინჩი; თუმცა, ყველაზე გავრცელებული სიგანე 30 ინჩია. საშუალო დიამეტრის წრიულ საქსოვ მანქანას აქვს დაახლოებით 15 ინჩის სიგანე, ხოლო მცირე დიამეტრის მოდელების სიგანე დაახლოებით 3 ინჩია.
ქსოვის მანქანების ტექნოლოგიაში ძირითადი სისტემა არის მექანიკური კომპონენტების ერთობლიობა, რომელიც ამოძრავებს ნემსებს და უზრუნველყოფს მარყუჟის ფორმირებას. მანქანის გამომავალი სიჩქარე განისაზღვრება მასში ინტეგრირებული სისტემების რაოდენობით, რადგან თითოეული სისტემა შეესაბამება ნემსების აწევის ან დაწევის მოძრაობას და, შესაბამისად, კურსის ფორმირებას.
სისტემის მოძრაობებს ეწოდება კამერები ან სამკუთხედები (აწევა ან დაწევა ნემსების მოძრაობის მიხედვით). ბრტყელძირიანი მანქანების სისტემები განლაგებულია მანქანის კომპონენტზე, რომელსაც ეტლი ეწოდება. ეტლი საწოლზე წინ და უკან სრიალებს ორმხრივი მოძრაობით. ბაზარზე ამჟამად ხელმისაწვდომი მანქანების მოდელები აღჭურვილია ერთიდან რვა სისტემამდე, რომლებიც განაწილებულია და გაერთიანებულია სხვადასხვა გზით (ეტლების რაოდენობა და სისტემების რაოდენობა თითო ეტლზე).
წრიული ქსოვის მანქანები ერთი მიმართულებით ბრუნავენ და სხვადასხვა სისტემები ნაწილდება საწოლის გარშემოწერილობის გასწვრივ. მანქანის დიამეტრის გაზრდით შესაძლებელია სისტემების რაოდენობის და შესაბამისად, თითოეულ ბრუნზე ჩასმული ზოლების რაოდენობის გაზრდა.
დღესდღეობით, დიდი წრიული ქსოვის მანქანები ხელმისაწვდომია სხვადასხვა დიამეტრითა და სისტემით ინჩზე. მაგალითად, მარტივ კონსტრუქციებს, როგორიცაა ჯერსის ნაკერი, შეიძლება ჰქონდეს 180-მდე სისტემა; თუმცა, დიდი დიამეტრის წრიულ მანქანებზე ინტეგრირებული სისტემების რაოდენობა ჩვეულებრივ 42-დან 84-მდე მერყეობს.
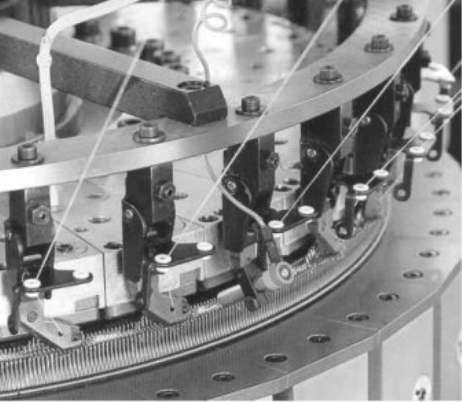
ქსოვილის ფორმირებისთვის ნემსებში მიწოდებული ძაფი კოჭიდან ქსოვის ზონამდე წინასწარ განსაზღვრული ბილიკით უნდა გადაიტანოს. ამ ბილიკის გასწვრივ სხვადასხვა მოძრაობები ძაფს წარმართავს (ძაფის გამტარები), არეგულირებს ძაფის დაჭიმულობას (ძაფის დასაჭიმი მოწყობილობები) და ამოწმებს ძაფის შესაძლო წყვეტას.
ძაფი იხსნება სპეციალურ დამჭერზე, რომელსაც კრილი ეწოდება (თუ მანქანას გვერდით აქვს განთავსებული) ან თაროდან (თუ მის ზემოთაა განთავსებული), განლაგებული კოჭიდან. შემდეგ ძაფი ქსოვის ზონაში შეჰყავთ ძაფის გამტარის მეშვეობით, რომელიც, როგორც წესი, პატარა ფირფიტაა ძაფის დასამაგრებლად განკუთვნილი ფოლადის ხვრელით. განსაკუთრებული დიზაინის, როგორიცაა ინტარსიისა და ვანიზეს ეფექტები, მისაღებად ტექსტილის წრიული მანქანა აღჭურვილია სპეციალური ძაფის გამტარებით.
წინდების ქსოვის ტექნოლოგია
საუკუნეების განმავლობაში, წინდების წარმოება ქსოვის ინდუსტრიის მთავარი საზრუნავი იყო. პროტოტიპები, რომლებიც განკუთვნილია წრიული, ბრტყელი და სრულად მოქსოვილი ქსოვის მანქანებისთვის, შეიქმნა წინდების ქსოვისთვის; თუმცა, წინდების წარმოება თითქმის ექსკლუზიურად მცირე დიამეტრის წრიული მანქანების გამოყენებაზეა ორიენტირებული. ტერმინი „წინდები“ გამოიყენება ტანსაცმლისთვის, რომელიც ძირითადად ქვედა კიდურებს: ფეხებსა და ტერფებს ფარავს. არსებობს დახვეწილი ნაწარმი, რომელიც დამზადებულია...მრავალძაფიანი ძაფებისაქსო მანქანებზე, რომლებსაც აქვთ 24-დან 40-მდე ნემსი 25.4 მმ-ზე, როგორიცაა ქალის წვრილი წინდები და კოლგოტები, და უხეშად დაწნული ძაფებისგან დამზადებული უხეშად წარმოებული პროდუქტები საქსო მანქანებზე, რომლებსაც აქვთ 5-დან 24-მდე ნემსი 25.4 მმ-ზე, როგორიცაა წინდები, მუხლის წინდები და უხეშად დამუშავებული კოლგოტები.
ქალის წვრილკალიბრიანი უნაკერო ქსოვილები ერთცილინდრიან საქსოვი მანქანებით იკერება ერთი სტრუქტურით, დამჭერი ჩამკეტებით. მამაკაცის, ქალის და ბავშვის წინდები ნეკნისებრი ან ფრჩხილისებრი სტრუქტურით იკერება ორცილინდრიან საქსოვი მანქანებით, რომლებსაც აქვთ ორმხრივი ქუსლი და ცხვირი, რომლებიც შეკრულია შეერთებით. ტიპიური მანქანის სპეციფიკაციით, 4 ინჩი დიამეტრით და 168 ნემსით, შესაძლებელია როგორც კოჭის, ასევე წვივის ზემოთ სიგრძის წინდის დამზადება. ამჟამად, უნაკერო წინდების უმეტესობა იწარმოება მცირე დიამეტრის წრიულ საქსოვი მანქანებით, ძირითადად E3.5-დან E5.0-მდე ან ნემსის დაშორებით 76.2-დან 147 მმ-მდე.
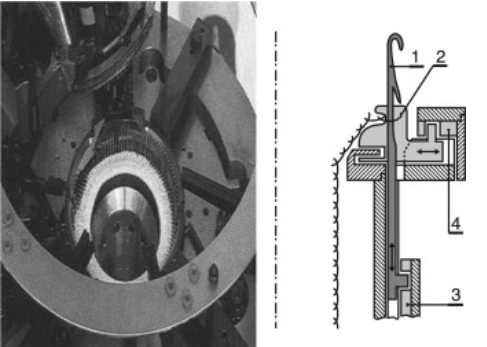
სპორტული და ყოველდღიური წინდები უბრალო სტრუქტურით, როგორც წესი, ამჟამად ერთცილინდრიან დამაგრებით ჩამკეტ მანქანებზე იქსოვება. უფრო ფორმალური, მარტივი ნეკნისებრი წინდების ქსოვა შესაძლებელია ცილინდრიან და ორნეკნისებრ დაზგებზე, რომლებსაც „ნამდვილი ნეკნისებრი“ დაზგებს უწოდებენ. სურათი 3.3 წარმოადგენს ნამდვილი ნეკნისებრი დაზგების ციფერბლატის სისტემას და ქსოვის ელემენტებს.
გამოქვეყნების დრო: 2023 წლის 4 თებერვალი